










 料塔
料塔
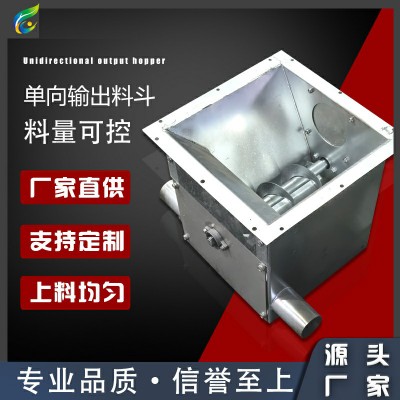
 绞龙输出料斗
绞龙输出料斗
 镀锌管
镀锌管
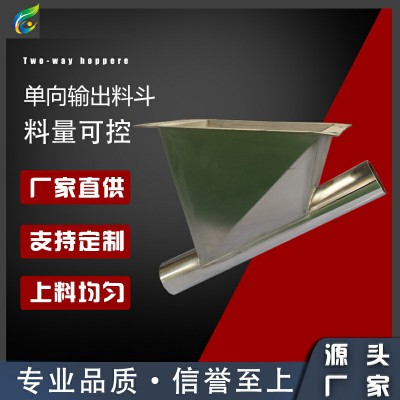
 料塔接斗
料塔接斗
 猪场消毒房
猪场消毒房
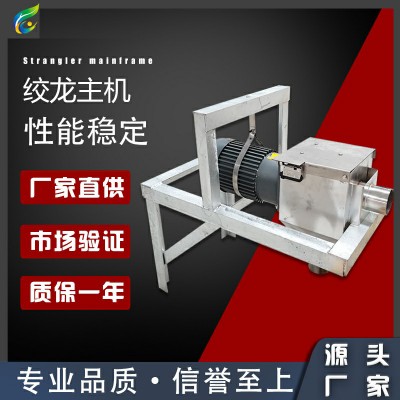
 塞片主机
塞片主机
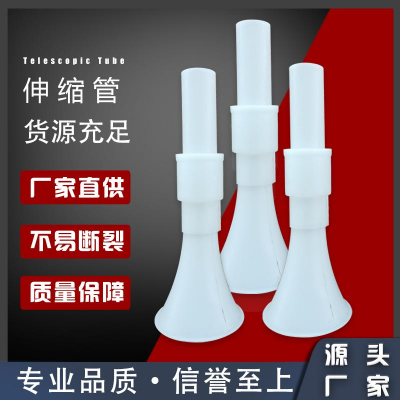 伸缩管
伸缩管
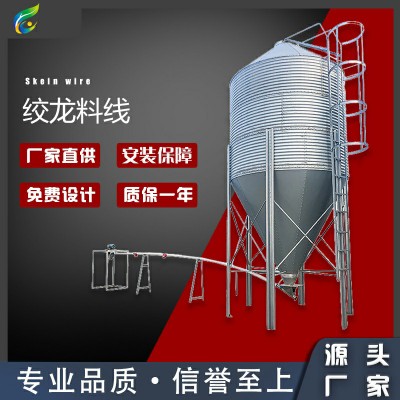 绞龙料线
绞龙料线
 电控箱
电控箱
液态料线饲喂系统主要控制系统计算一次饲喂所需要消耗的料总量,根据系统设定的饲料配方,自动控制输送机,
将配方中各种原料按照一定的比例定量输送到搅拌罐中,同时搅拌中也通过水罐输送相应比例的水,在搅拌中进行充分混合均匀拌成稀料后,通过,阀门、管路定量的将稀料输送到单元的各个饲槽中,供猪进行采食,当完成输送后搅拌罐就进行管道清洗和消毒,整个液态过程完成。
在实际生产中,根每个环中下料口猪的数量、选择的饲料配方和饲喂曲线、水料比、日词喂次数,利用计算机算出每个循环的每次用水量和干料量。将储水罐中的水注入混合罐,不足部分用清洗各循环后的冲洗水进行补充,根据饲料配方从各储料塔依次将粉碎后的原料定量输送入混合罐,混合罐均匀的液态料由料泵输出,经饲料输送管道送到各个下料阀。
每个阀门的下料量根据混合中液态料重量的降低。由置于混合罐支腿的高度灵敏的重量传感器采集数据,计算机控制,同时回收输料管中冲洗水。毎个工作周期即是一道完整的循环流程。
液态料系统通过电脑准确的控制生产与饲喂,因此能够成功的应用于猪生产的各个阶段。成功应用此技术的关健在
于确保水料比和饲喂频率满足不同阶段猪的需求。
1、系统智能定时定量饲喂,500头猪至1500头/系统。一人可控制多台系统减少人工劳动,降低人工成本
2、根据每个阶段的标准饲喂,利用电脑操作,设定运行口令
3、一次设定即可,带有中文界面操作简单
4、液态饲喂可以使猪的断奶应激最小化。
5、智能下料设计,即省人工又省饲料,省时省力又方便操作。
6、话用于繁育、保育、高肥等各阶段猪群,完美适用于多阶段饲喂,可为有不同求的猪群提供个性化配方。






